Ash Handling System in Thermal Power Plant
A single large coal-fired power station can churn out thousands of tons of ash every single day. That is more weight than dozens of loaded trucks, produced before lunchtime. Now imagine if all that ash had nowhere to go. It would choke the boilers, smother the equipment, foul the air and water, and force the entire plant to grind to a halt.
This is exactly why the ash handling system in thermal power plant operations is so important. It works quietly in the background as the silent workhorse, moving waste out as fast as coal burns. In this guide, we will walk through the ash types, the key components, how the system works, the main methods, its environmental impact, and the future technologies shaping it.
What Is an Ash Handling System?
An ash handling system is the complete set of equipment and processes that collect, transport, store, and dispose of the ash left behind when coal burns inside a boiler. Think of it as the plant’s waste removal crew, working nonstop to keep things clean and running.
So why is there so much ash in the first place? Coal is far from pure. Along with the carbon that burns to make heat, it carries minerals, sand, clay, and other materials that do not combust. Once the coal is gone, these leftovers remain as ash. This is the heart of any coal ash handling system.
The volumes are huge. Indian coal, for example, often contains 30% to 45% ash by weight. With that much non-burnable matter, a reliable boiler ash handling system is not a luxury. It is a necessity for keeping the plant alive.
Why Ash Handling Matters
- Keeps the plant running: Ash must leave at the same speed it forms. One blockage can stop power generation cold.
- Protects equipment: Built-up ash wears down boilers, ducts, and fans, leading to costly repairs.
- Prevents pollution: Proper handling stops harmful dust and toxic elements from spreading into the air and water.
- Turns waste into value: Collected ash can be reused in cement, bricks, and roads instead of being thrown away.
Types of Ash in a Thermal Power Plant
Not all ash behaves the same way. Some is light and floats off with the smoke, while some is heavy and sinks to the bottom. Because of these differences, each type needs its own handling approach. Thermal power plants typically produce four main types of ash: fly ash, bottom ash, bed ash (in certain boiler types), and pond ash. Let us look at each one.
1. Fly Ash
Fly ash is the fine, dusty ash that rises along with the flue gases. It makes up roughly 70% to 80% of the total ash, so it is the largest share by far. Since it is so light, a dedicated fly ash handling system captures it using electrostatic precipitators (ESPs) before the gases reach the chimney. This ash is a favorite of the cement industry, which uses it to strengthen concrete and cut costs.
2. Bottom Ash
Bottom ash is the heavier, coarser ash that drops to the bottom of the furnace. It accounts for about 20% to 25% of the total. Most bottom ash handling setups collect it in water-filled hoppers below the boiler, then crush it into smaller pieces. A wet bottom ash handling system is common here because water cools the ash and makes it easier to move.
3. Bed Ash
Bed ash is a type of ash generated specifically in fluidized bed combustion (FBC) boilers, which use a bed of sand or limestone particles to burn fuel more efficiently. Unlike fly ash, which is light and floaty, bed ash is coarser and denser.
It settles right in the boiler bed area rather than rising with the flue gases. Because of its size and weight, it cannot be handled the same way as fly ash. It needs its own dedicated bed ash handling system to drain, cool, and transport it safely out of the boiler. This type of ash is becoming more common as FBC technology grows in use across modern power plants.
4. Pond Ash
Pond ash is a mix of fly ash and bottom ash stored together in slurry form. Over time, it settles and dries inside large ash ponds. Once dry, it finds plenty of uses in land filling and road construction, giving old ash a second life.
Main Components of an Ash Handling System
Several parts work together like a relay team, passing ash along from the boiler all the way to final storage. Here is a handy ash handling system equipment list, with a quick note on what each part does.
- Furnace bottom hopper: Catches the heavy bottom ash as it falls from the boiler furnace.
- Clinker grinder/crusher: Breaks large lumps of bottom ash into smaller, easy-to-move pieces.
- Electrostatic precipitator (ESP): Traps fine fly ash from the flue gases using electric charges. If you want to learn more about this topic, you can read our detailed article on ESP Working Principle in Power Plant.
- Ash hoppers: Hold collected ash temporarily under the ESP and economizer.
- Conveying pipes and ducts: Carry ash from collection points toward storage areas.
- Slurry pumps: Mix ash with water and push the slurry out to the ash pond.
- Ash silos: Store dry fly ash, ready for loading into trucks or tankers.
- Ash pond/dyke: A large open area where wet ash slurry is held and allowed to settle.
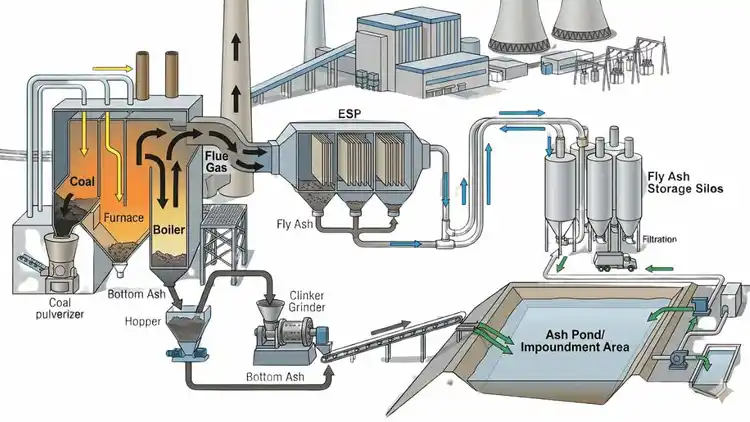
A diagram of the ash handling system helps in understanding how these components are interconnected.
Working Principle of Ash Handling System
The whole system follows a simple idea: move ash out as fast as the boiler makes it. To see how that happens, let us follow a single batch of ash on its journey from the furnace to its final resting spot. A simple flow chart showing the movement of ash from the furnace to the silo and pond is provided below, enabling you to grasp the entire process quickly.
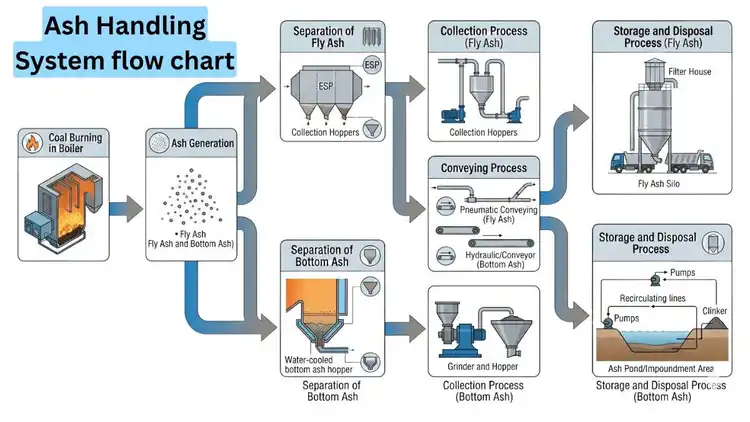
- Coal burning in the boiler: It all starts inside the furnace. Crushed coal is fed in and burned at very high temperatures to heat water and make steam. This is where the energy comes from, and also where the ash is born.
- Ash generation: As the coal burns, the non-combustible parts, like minerals and clay, are left behind. These leftovers become ash. The hotter and dirtier the coal, the more ash you get.
- Fly ash and bottom ash separation: The ash splits into two streams almost instantly. Light fly ash floats upward with the hot flue gases, while heavy bottom ash sinks straight down to the furnace floor. This natural split decides how each type gets handled next.
- Collection process: The fly ash travels with the gases toward the electrostatic precipitator, which traps it before it can escape the chimney. Meanwhile, bottom ash drops into a hopper sitting right under the furnace. Both streams are now located at their collection points, awaiting the next stage of the process.
- Conveying process: Now the ash needs to move. Depending on the plant design, it might be flushed with water, pushed through pipes by air, or carried on conveyors. This conveying stage is the busy heart of any coal ash handling system, running around the clock.
- Storage and disposal process: Finally, the ash reaches its destination. Dry fly ash goes into tall silos, ready to be loaded onto trucks. Wet ash slurry flows out to the ash pond, where it settles over time. After collection, the ash is either reused for other purposes or stored in a safe manner.
This cycle never really stops. As long as the plant burns coal, the boiler ash handling system keeps pace, clearing waste at the exact speed it forms.
Methods of Ash Handling System
There is no one-size-fits-all way to move ash. The right choice depends on the ash type, the plant’s size, how much water is available, and the budget. Most plants rely on one of these four methods, and many use a mix of them.
Hydraulic Ash Handling System
In a hydraulic ash handling system, ash is mixed with water to form a slurry and pumped through pipes to the ash pond. It is one of the most common methods in coal power plants, especially for bottom ash handling. The system is reliable and handles large volumes with ease. However, its high water consumption makes it unsuitable for power plants operating in water-deficient areas.
Pneumatic Ash Handling System
A pneumatic ash handling system moves ash through sealed pipes using air pressure or vacuum, with no water involved. It is the go-to choice for transporting fine fly ash over long distances while keeping dust completely contained. The closed-pipe design makes it one of the cleanest handling methods available. However, it draws more energy than other systems and requires careful maintenance to manage equipment wear.
Mechanical Ash Handling System
A mechanical ash handling system moves ash using physical equipment such as belt conveyors, bucket elevators, and drag chains. It is commonly used for heavy bottom ash over short distances inside the plant. The system is sturdy and cost-effective to set up, but the many moving parts mean regular maintenance is a must.
Dry Ash Handling System
A dry ash handling system collects and transports ash in its dry form, with no water involved. It is widely used for fly ash in modern plants, where keeping the ash clean and dry makes it easier to sell to the cement industry. Ash is stored in silos and loaded directly into trucks or tankers. The system saves water and reduces the need for large ash ponds, though it requires well-sealed equipment to prevent dust from escaping.
Fly Ash Handling System
Fly ash needs special care because it is so fine and light. A single gust could send it flying everywhere, so the fly ash handling system is built to capture and contain it from start to finish.
It begins at the electrostatic precipitator (ESP). As flue gases pass through, the ESP gives the tiny ash particles an electric charge and pulls them onto collecting plates. This traps the fly ash neatly before the gas reaches the chimney, keeping the air clean.
From there, the collected ash usually moves through pneumatic conveying. Air pressure or vacuum carries it through sealed pipes, so no dust leaks out along the way. This dust-free transport is exactly why pneumatic systems pair so well with fly ash.
Next comes storage in silos. The ash is held in tall, sealed silos until trucks or tankers come to collect it. Keeping it dry here is key, since dry fly ash is far more valuable.
And valuable it is. The cement industry loves fly ash. It strengthens concrete, lowers cement costs, and reduces the carbon footprint of construction. So in a well-run ash handling system in power plant operations, fly ash stops being waste and becomes a steady source of income.
Bottom Ash Handling System
Bottom ash is the tough, heavy stuff that piles up at the floor of the furnace. Handling it calls for muscle rather than finesse, and the bottom ash handling process is built around that.
It starts at the bottom hopper. As the coal burns, chunks of bottom ash drop straight down into a hopper placed under the furnace. In many plants, this hopper holds water, which cools the red-hot ash and gets it ready to move.
Some of those chunks come out large and clumpy, so the next stop is the clinker grinder. This crusher breaks the big lumps into smaller, manageable pieces. Without this step, the bigger clinkers could jam pipes and conveyors further down the line.
After grinding, the ash heads off in one of two ways. In a slurry-based setup, it is mixed with water and pumped to the ash pond, much like a wet bottom ash handling system. In a conveyor-based setup, belts or chains carry the ash dry to a storage point. The choice comes down to water supply, distance, and whether the plant wants to reuse the ash later.
Advantages of Modern Ash Handling System
Older plants struggled with ash, but modern setups have changed the game. Here is why the advantages of ash handling system upgrades matter so much today.
- Better efficiency: Ash leaves the boiler faster and smoother, so the plant runs without nasty interruptions.
- Less dust pollution: Sealed pipes and closed systems keep fine particles trapped, so the air around the plant stays cleaner.
- Water saving: A dry ash handling system slashes water use compared to old slurry-only methods.
- Easy ash utilization: Clean, dry fly ash is ready to sell to cement and brick makers right away.
- Low maintenance with automation: Smart sensors and controls catch problems early, cutting downtime and repair costs.
Environmental Impact and Safety
Ash is not harmless. If it gets loose, it can hurt both people and nature, so safety is a top priority for any ash handling system.
Fine fly ash floating into the air can trigger breathing problems and reduce visibility nearby. On the ground, ash ponds carry a water contamination risk, since heavy metals can seep into soil and local water supplies if not contained well.
That is why safe disposal methods matter. Lined ponds, sealed silos, and dust suppression all help keep ash where it belongs. On top of this, government regulations set strict limits on emissions and ash reuse. Following these rules is not optional; it keeps the plant legal and the community safe.
Applications and Uses of Collected Ash
The best part? Ash does not have to be waste. Once collected, it becomes a useful raw material across several industries.
- Cement industry: Fly ash is mixed into cement and concrete, making them stronger while cutting costs and carbon.
- Brick manufacturing: Fly ash bricks are lighter, durable, and use far less clay than traditional bricks.
- Road construction: Ash works as a solid base layer for highways and embankments, saving natural soil.
- Land filling: Pond ash levels low-lying land and reclaims unusable plots for future projects.
So a well-run fly ash handling system turns a disposal headache into a steady revenue stream.
Challenges in Ash Handling System
Even the best systems face real hurdles. Knowing these challenges helps plants plan better and avoid costly surprises.
- High ash volume: Indian coal produces huge amounts of ash daily, putting constant pressure on every part of the system.
- Equipment wear and tear: Gritty ash grinds away at pipes, pumps, and conveyors, so parts need frequent checks.
- Water consumption: Wet methods drink up large volumes of water, which is tough in dry regions.
- Dust control: Fine fly ash escapes easily, demanding sealed handling at every stage.
- Disposal management: Finding space and reuse markets for so much ash remains an ongoing struggle.
Latest Innovations in Ash Handling
The technology behind ash handling keeps moving forward, and the newest ideas focus on saving water and squeezing more value from waste.
Dry fly ash extraction pulls ash straight from the ESP in dry form, skipping water altogether and keeping the ash clean for resale. High-concentration slurry disposal uses far less water by sending thicker ash mixtures to ponds, which also cuts seepage risk.
Automated monitoring systems now track flow, blockages, and equipment health in real time, so issues get fixed before they grow. And eco-friendly ash utilization technologies turn ash into geopolymers, lightweight aggregates, and green building materials. Together, these advances make every modern ash handling system cleaner, smarter, and more profitable.
Conclusion
A thermal power plant produces ash around the clock, and managing it well makes the difference between a plant that thrives and one that struggles. This guide covered the four main types of ash — fly ash, bottom ash, bed ash, and pond ash — each with its own behavior and handling needs. We explained the working principle, the four key methods — hydraulic, pneumatic, mechanical, and dry — and the core components that keep the system running without interruption.
Efficient ash handling is the backbone of a well-run power plant. When ash clears at the same rate it forms, boilers stay clean, equipment lasts longer, and power keeps flowing without costly stoppages. A reliable coal ash handling system also protects the environment by containing toxic particles, preventing groundwater contamination, and reducing ash pond risks. On top of that, dry fly ash sold to cement and brick makers offsets operating costs, while modern dry systems cut water bills.
Every component — from the ESP to the slurry pump — works together to keep the plant profitable, compliant, and environmentally responsible. The future of ash handling is already shifting. Dry ash extraction, high-concentration slurry disposal, and automated monitoring are replacing older, water-heavy methods. Eco-friendly technologies are turning ash into geopolymers and sustainable building materials, reducing the need for natural resources. As regulations tighten and carbon pressure grows, plants that modernize their ash handling systems will stay compliant, cut costs, and operate more responsibly. Ash is no longer just waste — with the right system, it is a resource worth managing well.
FAQ
What is ash handling system in thermal power plant?
An ash handling system is the complete set of equipment and processes used to collect, transport, store, and dispose of ash produced when coal burns in a boiler. It runs nonstop to clear ash as fast as it forms, keeping the plant clean and operational.
What is the difference between fly ash and bottom ash?
Fly ash is fine and light, so it floats up with flue gases and gets caught by electrostatic precipitators — making up about 70–80% of total ash. Bottom ash is heavy and coarse, dropping to the furnace floor into a hopper below, accounting for roughly 20–25%.
Which method is best for ash handling?
It depends on the plant’s needs. Hydraulic systems handle large volumes but use heavy water. Pneumatic systems suit fine fly ash with minimal dust. Mechanical systems work well for short-distance heavy ash. Dry ash handling is the modern favorite — it saves water and keeps ash ready for reuse.
Why is fly ash important?
Fly ash makes up the largest share of total ash and is also the most useful. It strengthens concrete, goes into bricks and road bases, and helps cut construction costs and carbon emissions. Clean dry fly ash sells directly to the cement industry, turning what was once waste into a steady revenue stream for the plant.
What are the main components of ash handling system?
The key components include the furnace bottom hopper, electrostatic precipitator, clinker grinder, conveying pipes, slurry pumps, ash silos, and ash pond. Together, they move ash from collection all the way to storage or reuse.
I am an electrical engineer and also a blogger. I write informative blog posts on topics related to electrical and electronics engineering. If you are interested in these topics, you are welcome to my site to read these articles.